


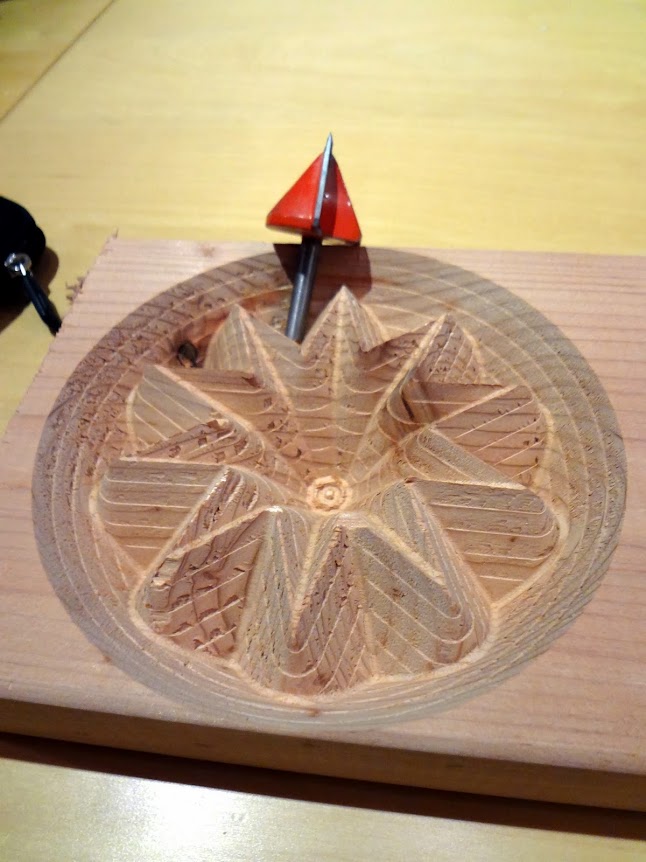
I have not used my machine for V-carving much but tried a couple of things lately. But, like mentioned by somebody else in the recent "messy steps" thread the results vary. I did a comparison test today with several 60-degree bits I had around. Please see the bit description below. All cuts were made in Con Heart redwood, which cuts cleanly but is a bit sensitive to tear-out. Feed rate 80 ipm (1.33 ips) at 14,000 rpm and 0.2" depth steps. Obviously the Amana blade has by far the best result in spite (or maybe because) of the broken tip. I would appreciate an opinion on the results and other suggestions. I know, e.g. the Whiteside bits are quite popular but I did not have one to test. All cuts are as they come from the machine, no sanding.
The Good: Amana In-Groove. Quite new but I ruined the tip when I tried to run it in maple at 120 ipm. Has only one cutting edge but can not run much faster than 15,000 rpm on my machine due to unbalance.
Still O.K.: new 2-flute Kyocera engraving bit 1/4". Very sharp but the tip leaves some depth step. It is only a few 1/1000", barely perceptible with the fingernail but still quite visible.
The Bad: same Kyocera bit but I thought to "improve" the tip with a diamond hone.....much more tear-out. Maybe I should just blunt the tip completely (like the Amana)
And the Ugly: 1.25" V-bit from some eBay seller. I have used this bit already for several jobs and mostly the result looks better.




 Reply With Quote
Reply With Quote




 ). These kinds of cutters are usually the 'carbide tipped' type, you unfortunately can't correct this issue by grinding. I would only use these tools for single pass work.
). These kinds of cutters are usually the 'carbide tipped' type, you unfortunately can't correct this issue by grinding. I would only use these tools for single pass work.
")
 ). That set came with 4 sharply pointed tips. All broke with almost no use, only cutting MDF. (I did call Txxxx Txxxx, where I bought these and complained, and they referred me to Amana's tech support, and after one try of being on hold, I simply didn't bother again
). That set came with 4 sharply pointed tips. All broke with almost no use, only cutting MDF. (I did call Txxxx Txxxx, where I bought these and complained, and they referred me to Amana's tech support, and after one try of being on hold, I simply didn't bother again ) I figure it is best to let people know about these bad tools, so that they can either avoid buying them, or at least not feel like they are stupid and have messed something up by doing something dumb.
) I figure it is best to let people know about these bad tools, so that they can either avoid buying them, or at least not feel like they are stupid and have messed something up by doing something dumb. 